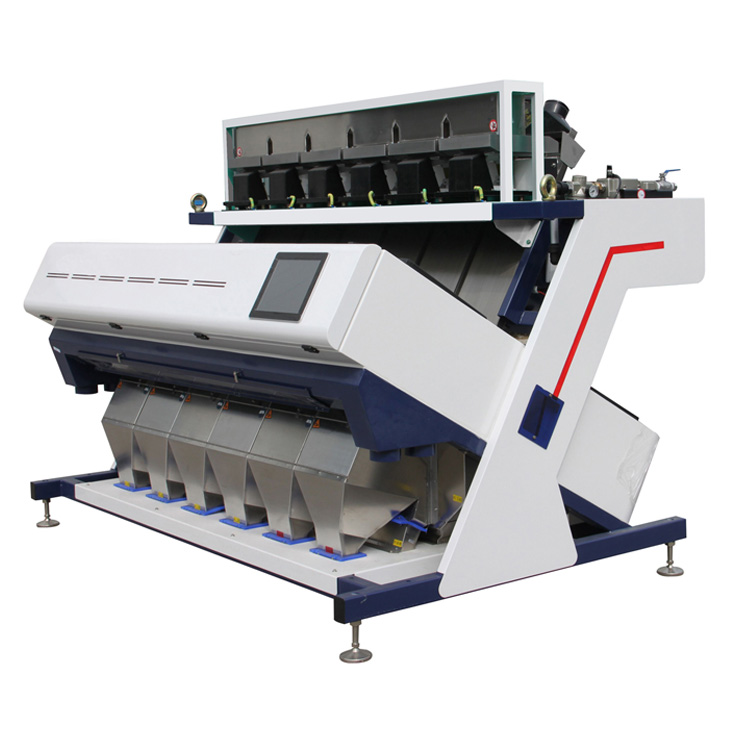
Delivering the highest standards in product quality and safety It provides optical sorting solutions for coffee processors who demand high standards in product quality and safety. With a focus on precision sorting and consistent yield, the NEWBELT color sorters meet requirements of small, medium and large processors who sort a variety of beans;roasted,semi/fully washed sun dried green Robusta and Arabica.
Its commitment to substantial investment in R&D ensures that its advanced optical sorting technology produces excellent results in removing even the most challenging of defects.

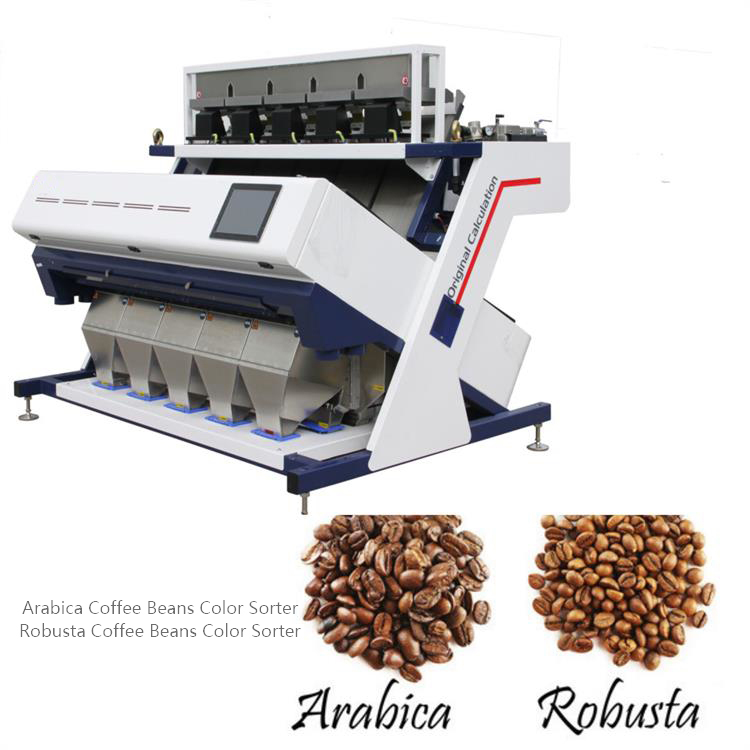
We can sort in Robusta coffee, arabica coffee and roasted coffee all type of contaminants: black, brown, reddish,amber beans, immature beans, insect damaged coffee.

Arabica and Robusta Coffee Beans Color Sorter Technical Parameter
|
Model
|
MCCS-1
|
MCCS-3
|
MCCS-5
|
MCCS-7
|
MCCS-10
|
|
Channels
|
64
|
192
|
320
|
448
|
640
|
|
Capacity (t/hr)
|
1-3
|
3-6
|
5-10
|
7-14
|
10-20
|
|
Carryover Rate (Bad:Good)
|
>10:1
|
>10:1
|
>10:1
|
>10:1
|
>10:1
|
|
Sorting Accuracy(%)
|
≥99.99%
|
≥99.99%
|
≥99.99%
|
≥99.99%
|
≥99.99%
|
|
Power Requirements
|
Single Phase 220V
|
Single Phase 220V
|
Single Phase 220V
|
Single Phase 220V
|
Single Phase 220V
|
|
Air Consumption (cfm)
|
32
|
64
|
106
|
150
|
200
|
|
Power (Kw)
|
0.5
|
0.7
|
1.1
|
1.9
|
2.3
|
|
Weight (lb)
|
600
|
1,700
|
2,400
|
3,100
|
4,000
|
|
Width (in)
|
45
|
70
|
91
|
116
|
160
|
|
Height (in)
|
80
|
80
|
80
|
80
|
80
|
|
Depth (in)
|
68
|
68
|
68
|
68
|
68
|
Arabica and Robusta Coffee Beans Color Sorter Features
1,Advanced image acquisition system
color sorter machine use the high resolution monochromatic
camera or RGB camera with high quality industrial lens to achieve clear
and accurate image acquisition .The camera could capture the micro defects
of material instantly.
2,High reliability
optical sorters use high signal-to-noise ratio sensor and anti-interference circuit system,which could highly
improve stability and reliability.
3,Intelligent image processing algorithm
Color sorting algorithms of gray level,color difference and HSV are perfectly
combined with shape sorting algorithms of size,circular degree,texture etc,and
successfully solved a series of high difficulty color sorting problems,and
dramatically enhance the sorting accuracy.
4,Unique chutes processing technology
The special anodizing and hardening technology can greatly improve the channel
smoothness and ware resistance to guarantee high production.
5,High quality solenoid valve(ejector)
color sorters are equipped with high quality solenoid valve.The valve
has longer lifespan ,high frequency ,and low air consumption.The working
frequency is 1000 times per second,which guarantees the accurate and
perfect ejecting.
For the different sizes and characteristics of material particle, optical
sorters use the solenoid valve of different sizes.
6,High efficiency and reliable light source
Advanced LED lighting technology with advantages of super high intensity,long
lifetime and perfect performance.
7,Simple operation, easy to learn and use
Simple optical system design, precise automatic correction system, combined
with the well-designed human-machine interface to simplify the
complexity of machine commissioning and use, ensuring the simple operation
and the machine is easy to learn and use.
Arabica and Robusta Coffee Beans Color Sorter Sorting Result


Arabica and Robusta coffee defects

Robusta coffee defects